製品活用をはじめ、ものづくりに関する様々なお役立ち情報を発信してまいります。
切削以外の動作を制御する!「Mコード」について解説
今回はNCプログラムを構成する、切削以外の動作に対する指令「Mコード」について解説します!
ここでは「Gコード」についての記事では解説しきれなかった「Mコード」に焦点を当て、お話ししたいと思います。
印刷して使えるMコード一覧表(PDF)も用意してますので、ぜひ最後までご覧ください。
「Mコード」とは?
ワークを加工するために必要なNCプログラムは、多数のコードから成り立っています。
Gコードの機能は「切削移動制御」なのに対して、Mコードの機能は「切削移動以外の機械制御」を指します。
Gコードは、ワークを切削するための移動を制御する指令で、Mコードは、さまざまな機械動作のON/OFFを行うことができる指令なのだなとイメージしていただければ大丈夫です。
Mコードはどのように使用するの?
基本的にNCプログラムの1ブロックに対して、1つのMコードを使ってNC工作機械に指令を出すことができます。
1ブロックに対して複数のMコードを指令すると、プログラミングのエラーが発生し、機械が止まってしまう可能性がありますのでご注意ください。
Mコードは機械メーカーによって異なるの?
はい、異なります。
といってもすべてが異なるというわけではありません。
たとえば、 ほとんどの機械メーカーで共通で使えるMコードとして「M03(主軸正転またはスピンドル時計回り)」があります。
コード番号は、人の見た目では同じですが、機械へ指令する際「M03」か「M3」で認識する・しないに差異が出てしまいます。
よって、複数のメーカーの工作機械を使用する場合は、機械の仕様を確認しNCプログラムを作成する必要があります。
Mコードについては、機械の取り扱い説明書をご覧いただくか、インターネットで「メーカー名 Mコード」などで検索してご確認ください!
Mコード一覧表をご用意しています
マシニング加工でよく利用されるMコードを一覧表にまとめてご用意しました!
※一部のMコードはFANUC準拠です。
一覧表を印刷していつでも確認いただけるようにPDFデータもご用意しましたので、ぜひご活用ください。
| Mコード | 意味 | 用途 | 文法 |
|---|---|---|---|
| M00 | プログラムストップ | プログラムの実行を一時的に停止させる機能。 M00のブロックを実行すると、主軸回転の停止・クーラントオフ及びプログラム読込みを停止する。 しかし、モーダルな情報は保存されているので起動スイッチで再スタートができる。 |
A |
| M01 | オプショナルストップ | 機械操作盤のオプショナルストップスイッチがオンのとき、M00と同じようにプログラムの実行を一時的に停止する。 オプショナルストップスイッチがオフの時はM01を無視する。 |
A |
| M02 | エンドオブプログラム | プログラムの終了を示す。 すべての動作が停止してNC装置はリセット状態になる。 |
A |
| M30 | エンドオブプログラム (エンドオブデータ) |
M02と同様にプログラムの終了を示す。 M30を実行すると自動運転の停止とともに、プログラムのリワインド(プログラムの先頭に戻る)が行われる。 |
A |
| M03 | 主軸正転 | 主軸を正転(時計方向の回転)起動させる。 | W |
| M04 | 主軸逆転 | 主軸を逆転(反時計方向の回転)起動させる。 | W |
| M05 | 主軸停止 | 主軸の回転を停止させる。 | A |
| M06 | 工具交換 | 主軸工具をATCマガジンの工具交換位置になる工具と自動交換する。 | W |
| M08 | クーラントON | クーラント(切削油剤)を吐出させる。 | W |
| M09 | クーラントOFF | クーラントの吐出を停止させる。 | A |
| M19 | 主軸オリエンテーション | 主軸を定角度位置に停止させる。 | A |
| M21 | X軸ミラーイメージ | X軸移動指令の符号を“+”は“-”に、“-”は“+”に変更し、プログラムの指令とは逆の方向に移動させる。 | S |
| M22 | Y軸ミラーイメージ | Y軸移動指令の符号を“+”は“-”に、“-”は“+”に変更し、プログラムの指令とは逆の方向に移動させる。 | S |
| M23 | ミラーイメージキャンセル | M21・M22の機能をキャンセルする。 | S |
| M48 | M49キャンセル | M49の機能をキャンセルする。 | A |
| M49 | 送りオーバーライドキャンセル | 機械操作盤の送り速度オーバーライドを無視し、プログラムで指令されたとおりの送り速度にする。 | W |
| M57 | 工具番号登録モード | ATCマガジンのポットに装着した工具に対し、工具番号の登録モードを設定する。 | S |
| M98 | サブプログラム呼出し | サブプログラムを呼び出し、実行させる。 | A |
| M99 | エンドオブサブプログラム | サブプログラムを終了し、メインプログラムに戻る。 | A |
※表中の文法「W」「A」「S」の内容は以下の通りです。
W:軸移動と同時に指令が開始する。
A:軸移動指令動作が完了してから指令が開始する。
S:単独ブロックで入力する。
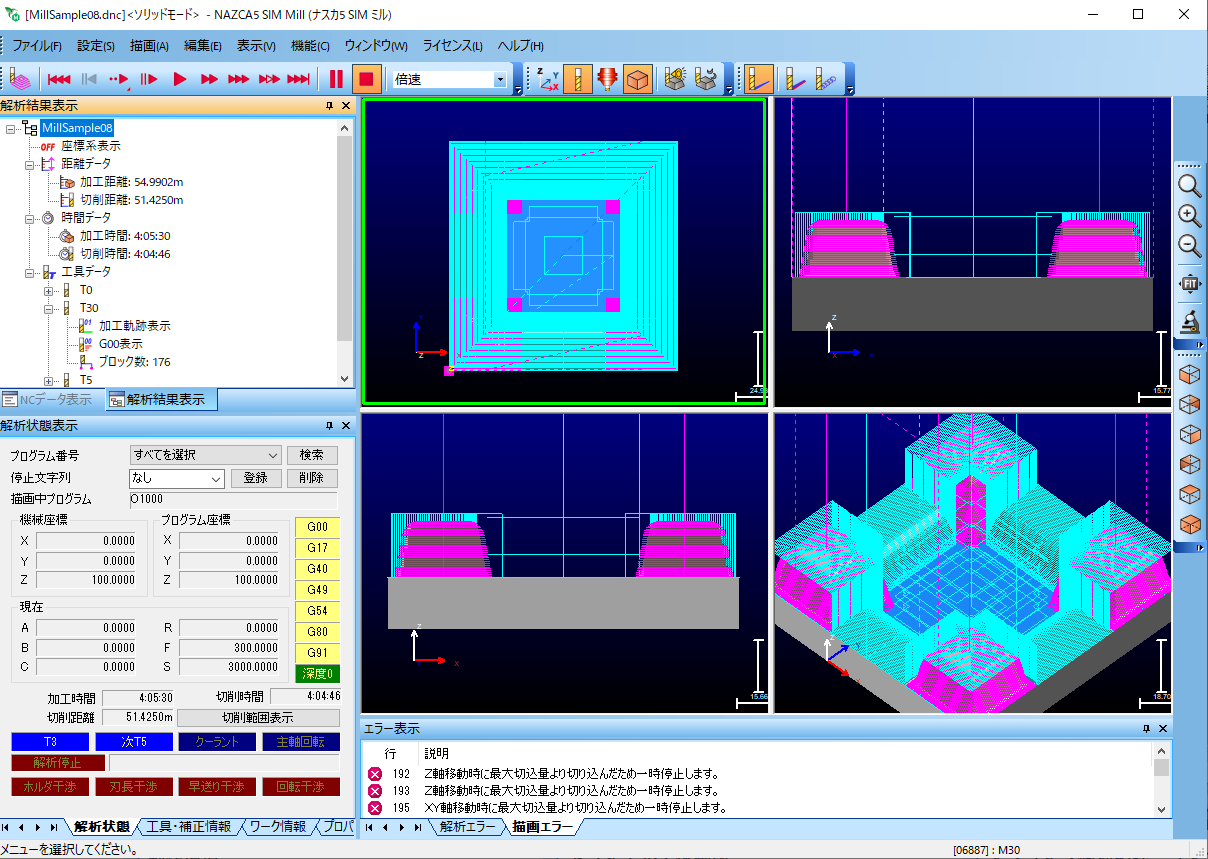
NAZCA5のシミュレーションソフトからもMコードを確認できます!
上図のMコード一覧表(マシニング用)は、NAZCA5のシミュレーションソフト「NAZCA5 SIM Mill」のヘルプに掲載しております。
また、以下の手順で操作画面内から簡単に表示することも可能です!
■ 確認手順
(1)NAZCA5 SIM Millで[中止]ボタンが押されていることを確認して、[NCデータ表示]画面内で右クリックします。
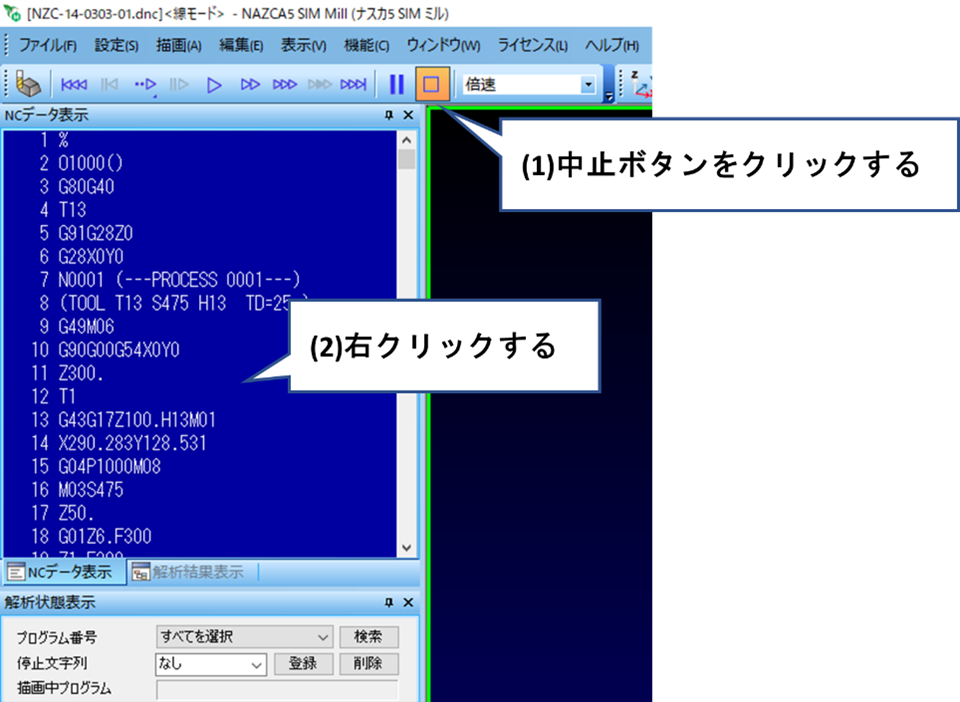
(2)メニューが出てくるので[Mコード一覧表]を左クリックします。
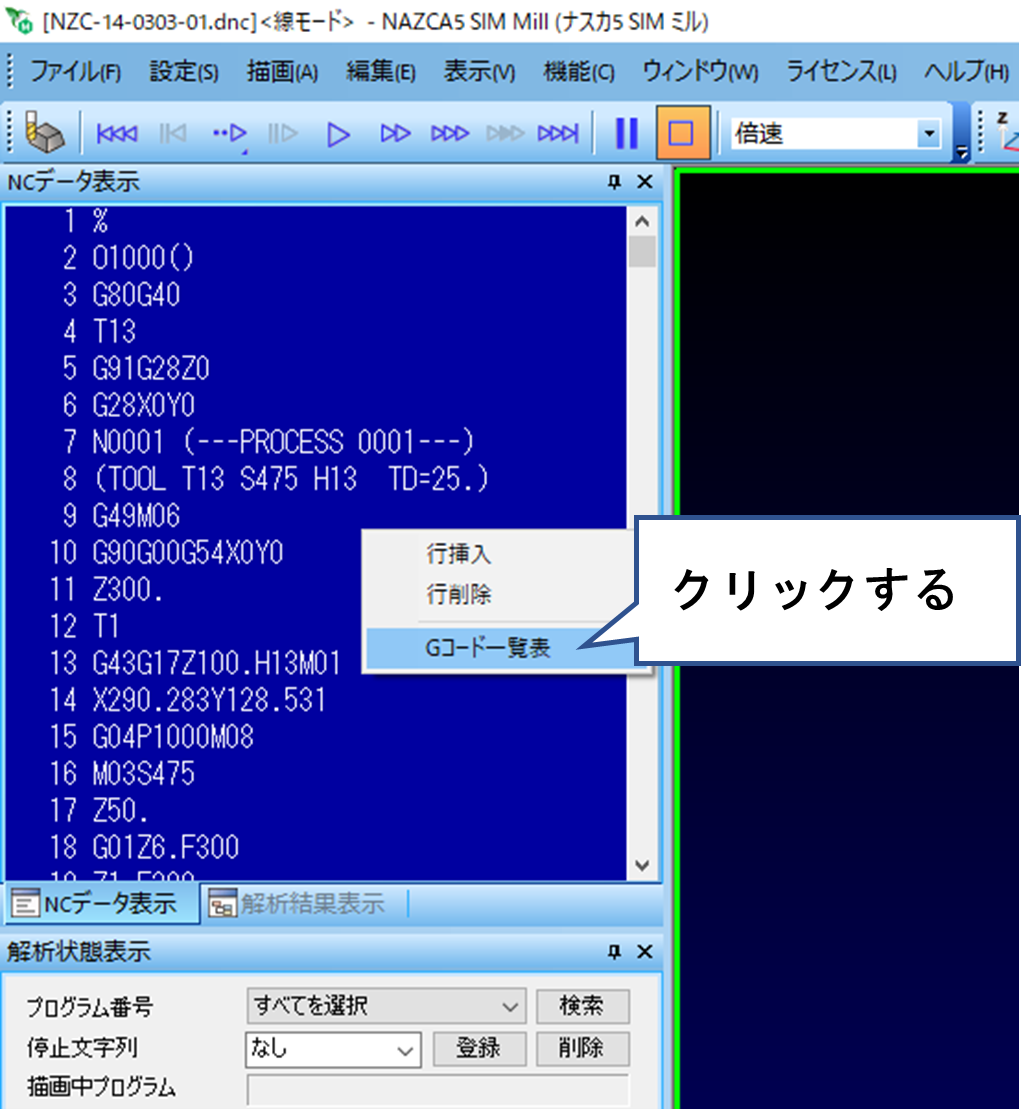
(3)Gコード一覧表の下にMコードの一覧表が表示されます。
Mコードがわからなくなった際、このように操作画面上からすぐに確認できます!
Mコードについて知っていただけましたか?
Mコードは、加工をする上でなくてはならないものです。
必要なタイミングでMコードを使用していないとトラブルに繋がることがあるため、加工中にどのような指令が出されているのかを把握することがとても重要です。
Mコードをすべて覚えるのは大変ですので、CAMの「ポスト」機能を使用することで、必要なタイミングで自動的にMコードが出力されるように設定でき、安心・安全な加工をすることができます。
「ポスト」や「Gコード」についてご紹介している記事がございますので、お時間がございましたらぜひご覧ください!
《 関連製品はこちら! 》
それでは、最後までお読みいただきありがとうございました!